【佛山鍍鋅鋼管加工】鍍鋅管生產(chǎn)流程
- 時間:2021-05-29作者:佛山市朗聚鋼鐵有限公司瀏覽:230
佛山市朗聚鋼鐵有限公司專注于佛山鍍鋅方管,佛山鍍鋅鋼管,佛山鍍鋅水管,佛山方矩管,佛山方通,佛山熱軋方管等
詞條
詞條說明
鍍鋅管的連接方法有以下三種:1、滾槽方式連接滾槽焊縫開裂:①將管口壓槽部分的內(nèi)壁焊筋磨平,減少滾槽阻力;②調(diào)整鋼管與滾槽設(shè)備的軸心,并要求鋼管與滾槽設(shè)備水平;③調(diào)整壓槽速度,壓槽成型時長不能**過規(guī)定,均勻、緩慢施力。滾槽鋼管斷裂:①將鋼管管口壓槽部分內(nèi)壁焊筋磨平,減少滾槽阻力;②調(diào)整鋼管與滾槽設(shè)備的軸心,要求鋼管與滾槽設(shè)備水平;③調(diào)整壓槽速度,壓槽速度不能**過規(guī)定,均勻、緩慢施力;④檢查滾槽設(shè)備的
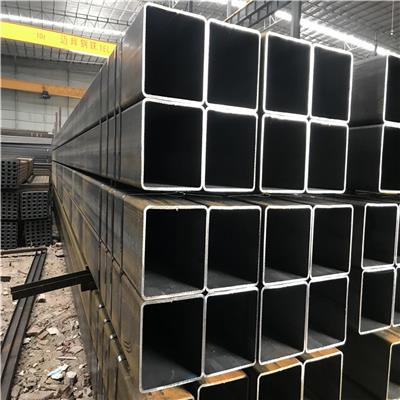
方矩管,是方形管材和矩形管材的一種稱呼,也就是邊長相等和不相等的的鋼管。是帶鋼經(jīng)過工藝處理卷制而成。一般是把帶鋼經(jīng)過拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切成需要長度。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、方矩管壁厚的允許偏差,當(dāng)壁厚不大于10mm時不得**過公稱壁厚的正負(fù)10%,?當(dāng)壁厚大于10mm時為壁厚的正負(fù)8%,彎角及焊縫區(qū)域壁厚除外。
鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進行集中控制緩解行業(yè),需要注意的是要認(rèn)真處理好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會很小;如果采用前后往返運條技術(shù),一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,采用了集中打坡口行業(yè)不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預(yù)計,可大大減少液體鋅留在焊縫中。在焊角焊縫時,較可以得到無缺陷
要保證管道加工不變形較重要的是選擇滿足您焊接要求的切割機器。國內(nèi)現(xiàn)在常用的**械切割、火焰切割和水切割這幾種方式,這三種方式都可以保證管道不變形。機械切割采用外部安裝(哈弗對開模式)和內(nèi)部安裝兩種,其采用車刀加工原理對管口進行切斷和坡口加工,單機跨度大,可加工厚度大,廢料少,無污染,加工過程不產(chǎn)生高溫,不影響管道材質(zhì),有利于焊接的進行,如上海寶四機械工程有限公司的LCSF系列低間隙分瓣式切割坡口機
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 佛山市朗聚鋼鐵有限公司
聯(lián)系人: 李
電 話: 18025989057
手 機: 18025989057
微 信: 18025989057
地 址: 廣東佛山順德區(qū) 鋼鐵世界E2區(qū)鋼鐵世界大道商務(wù)樓B座1樓05單元
郵 編:
網(wǎng) 址: wt_fsljgt88.cn.b2b168.com
相關(guān)推薦




相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細(xì)核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 佛山市朗聚鋼鐵有限公司
聯(lián)系人: 李
手 機: 18025989057
電 話: 18025989057
地 址: 廣東佛山順德區(qū) 鋼鐵世界E2區(qū)鋼鐵世界大道商務(wù)樓B座1樓05單元
郵 編:
網(wǎng) 址: wt_fsljgt88.cn.b2b168.com
- 相關(guān)企業(yè)
- 東莞市錮康金屬材料有限公司
- 河南鉑駿機械有限公司
- 天辰偉業(yè)(天津)商貿(mào)有限公司
- 山東華裕鋼鐵有限公司
- 上海中臻達(dá)建設(shè)有限公司
- 泰州市匯馳機械制造有限公司
- 江蘇景同鋼鐵有限公司
- 無錫青眾不銹鋼有限公司
- 湖南匯贏鋼鐵科技有限公司
- 辛集市澳森金屬制品有限公司
- 商家產(chǎn)品系列
- 普圓鋼
- 建筑鋼材
- 鋼坯
- 鋼鐵
- 鈦合金
- 碳合結(jié)鋼
- 特殊鋼
- 銅合金
- 礦石
- 優(yōu)鋼
- 有色金屬
- 有色金屬熱處理
- 有色金屬設(shè)備
- 低合金板
- 熱軋薄板
- 煉鋼爐料
- 爐料
- 鋁合金
- 螺紋鋼
- 鎂合金
- 合金鋼
- 鎢鋼
- 無縫鋼管
- 錫合金
- 不銹鋼
- 鋼鐵廠撇油機
- 東莞鋼鐵廢氣處理
- 鋼鐵廠水處理劑
- 薄帶硅鋼鐵芯**切割片
- 鋼鐵企業(yè)物流系統(tǒng)
- 產(chǎn)品推薦
- 資訊推薦



¥7600.00